
Rotatiegieten
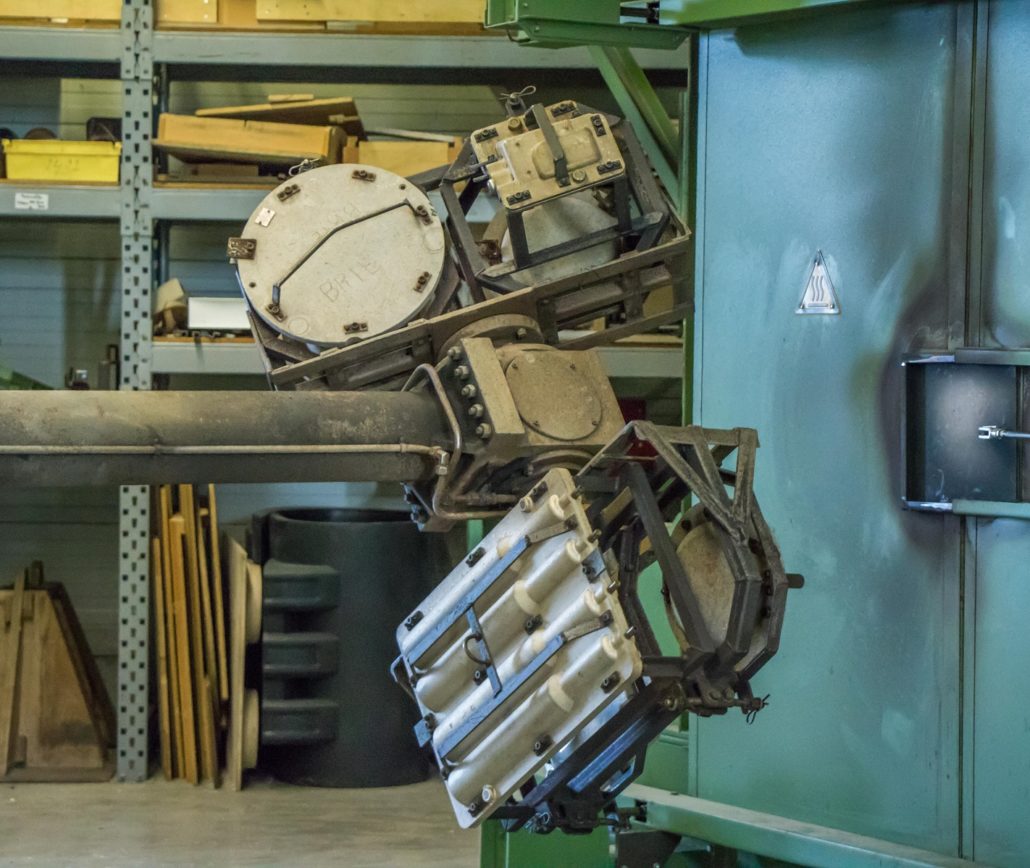
ProInnovate schrijft deze week over de rotatiegiettechniek. Dit is een van de meest fascinerende productietechnieken om naar te kijken. Stelt u een soort van kermisarm voor die in alle richtingen om zijn as draait.

Met rotatiegieten worden matrijzen, ook wel mallen genoemd, gevuld met materiaal en al draaiende verwarmd. Het proces begint met het vullen van de matrijzen. Dit gebeurt niet met granulaat in korrelvorm zoals bij het spuitgieten, maar met poeder granulaat. Poeder heeft een groter contactoppervlak waardoor het meer warmte kan opnemen. Poeder zal minder stuiteren over de wanden bij het roteren en daardoor beter tegen de wanden van de matrijs hechten.
Zodra de matrijzen gevuld zijn gaat de arm met matrijzen een oven in. In nieuwe ontwikkelingen wordt deze oven vervangen door inductieverwarming. Voordelen van inductie zijn precieze regeling van temperatuur wat zorgt voor constantere krimp. Verder maakt deze techniek het mogelijk verschillende materialen in één product te roteren.
De matrijzen worden dus verwarmd. De arm gaat vervolgens draaien en zorgt dat de matrijzen alle kanten op bewegen tijdens het verwarmen. Het materiaal wordt week en wordt tegen de buitenwanden gedrukt door de roterende bewegingen. Het materiaal heeft nu de malvorm aangenomen. Na het verwarmen blijft de arm roteren terwijl het gekoeld wordt om te voorkomen dat het product weer inzakt voor het volledig is gestold. Aan het einde van het proces blijft het kunststof in zijn vorm en kunnen de matrijzen opengemaakt worden.

Gevolgen voor het productontwerp
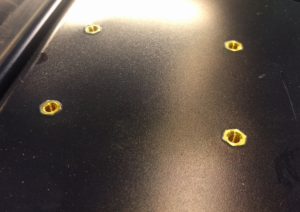
Rotatiegieten creëert holle producten. Compleet omsloten met materiaal toch zijn er opties om openingen te creëren. Zo kan een rand toegevoegd worden zodat het product netjes open gezaagd of gesneden kan worden. Verder is er de optie inserts te gebruiken. Zie onderstaande afbeelding. Er worden dan veelal metalen delen in de rotatiematrijs geplaatst voordat de productie begint. De insert wordt mee gevormd in het product en kan bijvoorbeeld een schroefgat creëren.
Rotatiematrijzen moeten weer geopend kunnen worden na de productie. Dit betekent dat het product lossend moet zijn. Geen randen of wanden die het tegenhouden om het product te verwijderen. Geen anti-lossing dus.
Wanddiktes zijn vaak niet helemaal constant in rotatieproducten. De buitenkant van het product is aardig vormvast maar de binnenkant varieert wat. Er is te spelen met deze wanddikte door de hoeveelheid granulaat in de matrijs te wijzigen.
Krimp is in rotatie minder voorspelbaar dan in het spuitgieten. Toleranties zullen dus ruim genomen moeten worden bij het productontwerp.
Waarom de keuze voor rotatiegieten? Dat kan vanwege de holle vorm die hiermee haalbaar is, maar ook de lage investering ten opzichte van andere technieken maken rotatiegieten aantrekkelijk. Kleine series van grote producten zijn uitermate geschikt om te roteren.
Toepassingen zijn bijvoorbeeld drijvers voor in het water dankzij het gesloten holle kunststof. Poppen voor reddingszwemmen worden met deze techniek gemaakt. Grote tanks voor bijvoorbeeld diesel zijn mogelijk. Ook dakventilatie wordt veelal op deze manier geproduceerd. Dakventilatie wordt achteraf plaatselijk opengezaagd.
Heeft u vragen over een productietechniek of ontwerpvraagstuk dan kunt u ons altijd mailen of bellen via de gegevens op deze webpagina.

Even voorstellen: Mijn naam is Ivor Muijlwijk. Product Ontwikkelaar bij ProInnovate en schrijver van deze serie blogs. Met vragen kunt u mij altijd mailen via muijlwijk@proinnovate.nl

