
Lage druk spuitgieten (TSG)
Dit is de eerste blog uit een serie van totaal tien verschillende productietechnieken geanalyseerd door ProInnovate. ProInnovate voert productontwikkeling uit van idee tot product. Ons specialisme zit hem in het ontwerpen met kennis van productietechnieken.
Tweewekelijks zal er een techniek behandeld worden. Deze week zoomen we in op het lage druk spuitgieten.
Spuitgieten is op te delen in twee categorieën, het compact spuitgieten en het lage druk spuitgieten.
Allereerst wat is de basis van deze productietechniek. Bij lage druk spuitgieten wordt een matrijs of mal in een spuitgietmachine gemonteerd. Regulier granulaat, kunststof korrels, worden gesmolten door verhitting en wrijving van een schroef. Nu komt het belangrijke onderscheid. Bij lage druk zal er blaasmiddel toegevoegd worden aan het granulaat voordat het de schroef in gaat. Dit blaasmiddel heeft de eigenschap dat het schuimend exotherm of endotherm uitzet wanneer er in gesmolten toestand vochtige lucht bij komt. Dit is wat er vervolgens gebeurd wanneer het mengsel schuimend de matrijsholte binnenkomt: het schuim drukt het gesmolten kunststof met kracht tegen de wanden van de matrijs en vormt daarmee het product. Het moment is daar om het product uit te stoten en een nieuwe cyclus te beginnen.
Wat is nou de reden om blaasmiddel te gebruiken? Krimpgedrag van kunststof veroorzaakt inzakking. Het gehele product volume zal afnemen bij het afkoelen.Dankzij het schuim zal de hele holte gevuld worden en heeft het product niet de kans om in te zakken. Het gebruik van blaasmiddel ondersteund het fabriceren van dikwandige producten. Door het blaasmiddel toe te passen zijn wanddiktes groter dan 4 millimeter eenvoudiger te behalen. Ons advies is om tot een maximale wanddikte van 8 millimeter te gaan in verband met de cyclustijd. Een cyclus wordt dan langer vanwege het lang afkoelen met dikke wanden. Bij compact spuitgieten is een wanddikte van 4 millimeter of groter moeilijk strak te krijgen. In het compact spuitgiettechniek is het de nadruk die inval moet opvangen, dit is druk uitgeoefend door de schroef, die zorgt dat het kunststof alles vult en dat de eerste krimp wordt opgevangen. Echter zit aan nadruk uitoefenen een limiet veroorzaakt door de geometrie van het product en de kracht van de machine. Een bijkomend voordeel van minder nadruk te hoeven gebruiken is dat de matrijzen ook minder druk te verwerken krijgen en dus minder snel beschadigd raken.
Gevolgen voor het productontwerp
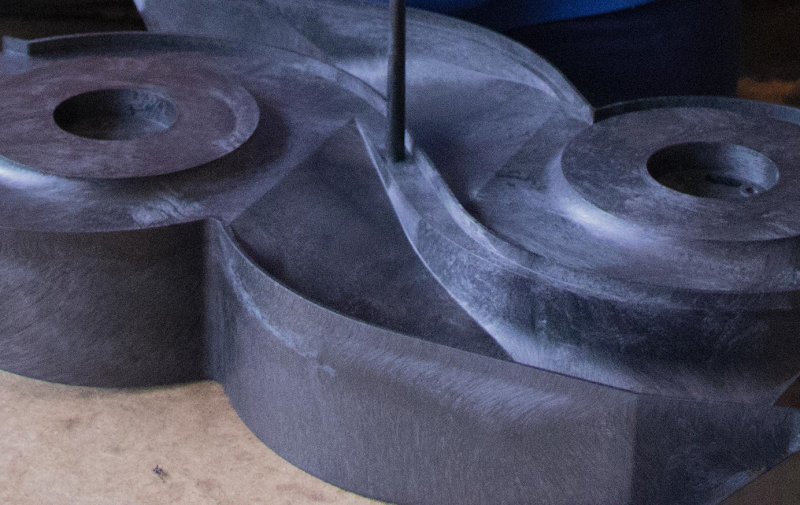
Nou zijn er een aantal gevolgen van het gebruik van blaasmiddel. Het middel is namelijk zichtbaar op het oppervlak van de producten, een soort vlampatroon (zie afbeelding). Veel lage druk producten worden dus gelakt na het spuitgieten. Een ander bijkomend effect is verandering in mechanische eigenschappen van het materiaal. Het kunststof zal stijver worden maar daarnaast ook een lagere dichtheid hebben. Dit is toe te schrijven aan de kleine luchtbellen in het materiaal. Het oppervlak is gesloten maar binnenin het product bevinden zich die belletjes vergelijkbaar met een Bros snoepreep.
Wat zijn nou ideale toepassingen voor lagedruk spuitgieten? Dat zijn onder andere producten die slagvast en stijf moeten zijn. Dit vanwege de hoge stijfheid en grotere wanddikte. Denk aan producten op stations of producten in een stal die een klap aan moeten kunnen. Ook medische apparatuur, zoals een anesthesie kast worden veelal met deze techniek gemaakt. Dit vanwege de hoge eisen die gesteld worden in slagtests. Verder worden rekken voor productielijnen veelal gemaakt met deze techniek. Ze buigen dankzij deze techniek minder ver door wanneer ze bijvoorbeeld fruit dragen.
Dit was de eerste blog in de productietechnieken serie. Over twee weken volgt “Extruderen”. Heeft u vragen over een productietechniek of ontwerpvraagstuk dan kunt u ons altijd mailen of bellen via de gegevens op onze website.

Even voorstellen: Mijn naam is Ivor Muijlwijk. Product Ontwikkelaar bij ProInnovate en schrijver van deze serie blogs. Met vragen kunt u mij altijd mailen via muijlwijk@proinnovate.nl
